










EPS・EPP成形型事例「ポーラスアルミ METAPOR® MC200AL」
ポ-ラス·アルミ METAPOR MC200AL は、全面に無数の平均穴径40μmの多孔構造により均一で優れた空気通気性や液体透過性のあるポーラス材です。 このポ-ラス·アルミMC200ALは、特に、高圧水蒸気を利用したEPP・EPS発泡成形の金型用として開発された
ポーラス材で、ドイツではEPP・EPS発泡成形の量産用金型として多くの使用実績があります。
また、プラスチックス成形用金型のガス抜き材としても有用です。
また、プラスチックス成形用金型のガス抜き材としても有用です。
特徴
多孔構造により、発泡成形型として
- - 極めて優れた発泡ビーズの結合と発泡ムラの無い成形品
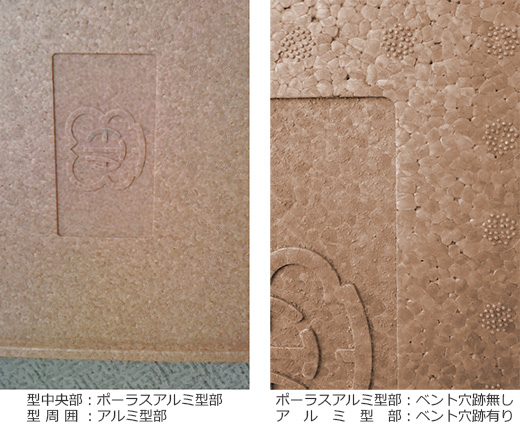
- - CNC加工のみでベント穴加工が不要
- - 発泡製品にベントマークが出ない
- - 200℃熱変形温度(マルテンス・ドイツ規格)
用途
- ● EPP/EPS発泡成形用金型
- ● 金型のガス抜き : プラスチックス成形用金型
製品寸法
縦 X 横:500 X 500mm、
厚さ :15、30、50、80、100mm(その他ご希望の厚み可)
厚さ :15、30、50、80、100mm(その他ご希望の厚み可)
加工方法
加工前に必ず、板の両面を0.5mm程度フライス加工して、微孔の塞がった部分を取り除いて下さい。 一般的な刃先の鋭く尖った高速カッタ-(HSS)、または、カ-バイト刃で容易に加工できます。
ただし、加工時の微孔の穴詰りを避ける為、出来る限り冷却液を使用せず、ドライ加工を行うことをお奨めします。
また、サンドペ-パ-による仕上げの際は、ドライ磨きが推奨されます。
ただし、加工時の微孔の穴詰りを避ける為、出来る限り冷却液を使用せず、ドライ加工を行うことをお奨めします。
また、サンドペ-パ-による仕上げの際は、ドライ磨きが推奨されます。
接着・補修
耐熱性を有するエポキシ系接着剤3M社製「Scotch-Weld DP760」での接合・補修をお奨めします。
貯蔵方法
油状等の液体との接触は避け、乾燥した場所で静置して保管して下さい。
物性(DIN規格)
20℃での測定値
| 特性 | 単位 | 数値 |
|---|---|---|
| 密 度 |
g/cm3 | 1.78 |
| ショアーD硬さ | 82 | |
| 曲げ強さ | N/mm2 | 33 |
| 弾性率 | N/mm2 | 9,500 |
| 衝撃強さ | kJ/m2 | 5.0 |
| 熱膨張係数 | ℃-1x10-6 | 32 |
| 熱変形温度(マルテンス) | ℃ | 240 |
| 平均孔径 | μm | 200 |
| 気孔率 | % | 22 |
通気性(減圧または加圧下)
cm2あたりの1分間の空気流量(リットル)
| 圧力差(bar) | 板厚(mm) | ||||
|---|---|---|---|---|---|
| 10 | 15 | 20 | 25 | 30 | |
| 0.5 | 2.28 | 1.87 | 1.69 | 1.53 | 1.37 |
| 0.6 | 2.52 | 2.07 | 1.89 | 1.71 | 1.55 |
| 0.7 | 2.76 | 2.78 | 2.07 | 1.89 | 1.73 |
| 0.8 | 2.96 | 2.48 | 2.23 | 2.06 | 1.87 |
| 0.9 | 3.17 | 2.65 | 2.38 | 2.23 | 2.01 |
| 1.0 | 3.67 | 2.81 | 2.52 | 2.38 | 2.14 |
| 2.0 | 5.09 | 4.34 | 3.77 | 3.69 | 3.35 |
事例